Organització industrial
Organització industrial
4. Elaboració i planificació dels sistemes de fabricació
Una vegada dissenyat el producte cal organitzar-ne la producció. El mètode és molt diferent segons la quantitat de producció o l'envergadura. No és el mateix fabricar un vaixell, que un avió, que un bolígraf o un vestit.
Quan s'han de fabricar productes de molta envergadura, com és un vehicle, cal tenir molt ben estructurada la producció o compra de cada part i com convergeix tot en el moment del muntatge. Intervenen en el procés el flux de matèries primeres, plantes de fabricació pròpies i alienes, plantes de muntatge, gestió dels estocs, el personal i un llarg etc.
Sistemes d'organització i gestió de la producció
Els principals sistemes d'organització i gestió són els següents:
Sistema clàssic
Està basat en l'escola de la direcció científica proposada per Taylor, i es destaca per:
- Establiment de mètodes científics per a l'organització del treball. On s'assagen els moviments que s'han de fer per a la fabricació en sèrie.
- Jerarquització en les decisions i professionalització de les diferents tasques.
- Incentivar als treballadors segons la quantitat de producció de cada lloc de treball.
- Mesura i estudi de mètodes i temps.
- Planificació i control de la producció segons una estimació prèvia de fabricació.
Aquest sistema organitza i optimitza la producció mirant de minimitzar els costos, però té un problema: que pot generar un immobilitzat enorme tant d'estocs de primeres matèries i productes intermedis com de producció, ja que no s'adapta a les necessitats del mercat canviant.
Planificació de materials (MRP, Materials Requeriments Planning)
Aquest sistema també fa una previsió dels diferents factors que intervenen en la producció segons una previsió inicial de vendes. A partir d'aquí s'estableix un pla mestre que es va actualitzant periòdicament segons les necessitats de fabricació i venda del moment.
Té el mateix inconvenient que en el cas anterior, que pot generar un immobilitzat enorme d'estocs, tot i que intenta adaptar-se amb la revisió del pla mestre, el qual s'adapta a les necessitats del mercat canviant.
En el cas de produccions altes i en produccions complexes com són el cas dels vehicles o electrodomèstics necessita d'uns estocs realment alts i no és convenient. En canvi, és ideal per a elaborar productes de qualitat extrema com seria el cas de peces per les aeronaus, ja que es pot garantir millor la qualitat de les primeres matèries i després es procedeix a la fabricació.
Teoria de les restriccions (TOC, Theory Of Constraints)
Es tracta d'un sistema d'optimització dels processos industrials que es centra en trobar els colls d'ampolla o punts on la producció s'alenteix a fi d'optimitzar-los i reduirĺos. Es programa tot el procés en funció d'aquests colls d'ampolla i la producció queda limitada a allò que aquests poden absorbir.
Tècnica de revisió i avaluació de programes (PERT, Program Evaluation and Review Technique)
Es fa servir per a planificar obres de molta complexitat. El diagrama PERT és una eina de representació gràfica que permet veure les seqüències lògiques d'activitats que cal realitzar per a dur a terme un procés productiu: un pla de treball, una actuació, un programa, etc. Aquesta eina permet realitzar una planificació completa i ordenada de les actuacions, identificar les interrelacions lògiques entre les diferents activitats necessàries i identificar els camins crítics en la realització d'un pla de treball.
Bàsicament són diagrames vectorials on els cercles són les etapes i els vectors indiquen la direcció d'execució. Cada vector porta associada una lletra que indica el temps estimat, normalment en hores o setmanes.
 |
| Exemple d'un diagrama PERT |
Just a temps (JIT, Just In Time)
És un mètode japonès que va començar a Toyota als anys setanta, com a resposta a la 1a crisi del petroli, que va sacsejar molt fortament totes les economies mundials.
És un sistema de fabricació que intenta fabricar només el que es necessita, a demanda, i amb el mínim cost possible. En principi no genera estocs, ja que es compra només el que es necessita per produir al moment.
Actualment els sistemes informàtics han desenvolupat molt fortament aquest sistema, ja que tot es pot controlar a l'instant. La base de la producció és la demanda real, això mobilitza el sistema de proveïdors i el personal per fabricar allò que es necessita. Aquest sistema obliga a fabricar diferents productes segons les necessitats de producció, Els treballadors i màquines han de ser capaços d'intervenir de forma organitzada en diversos processos del sistema de producció.
És bàsic per aquest sistema produir en un lloc molt ben comunicat, amb una indústria potent a prop i amb sistemes informàtics molt desenvolupats.
Aquest sistema té el problema que en cas que faltí un determinat element pot fer aturar la fabricació. El JIT té molts avantatges, però quan la complexitat és elevada cal combinar-lo amb el MRP explicat a l'apartat anterior per a no tenir problemes d'estoc.
Tots aquests mètodes se solen aplicant combinades a altres tècniques complementàries com:
El mètode Kanban
Aquest mètode fa la gestió de materials de forma que hi hagi el flux dels productes necessaris en quantitat i temps en cada un dels processos tan dins la fabrica com amb els proveïdors i els clients, per tal de reduir l'estoc al mínim.
El mètode fabrica en lots petits, anomenats lots econòmics de fabricació. Es basa amb un sistema d'etiquetes que acompanyen a cada lot on hi ha tota la informació: material, quantitat, destinació, etc.
Quan a la planta de muntatge es necessiten peces, un operari agafa un contenidor buit (amb la fitxa KT, o fitxa de transport) i es dirigeix al magatzem. Hi deixa el contenidor buit i n'agafa un de ple que tingui la fitxa KP (fitxa de producció), per fabricar més peces. Llavors posa la fitxa KT al contenidor ple i se l'endú per al muntatge. Això fa que en temps molt real se sàpiga el que es va consumint. Si l'operari no troba contenidors amb la fitxa KP, no ha de produir més. Aquest sistema és molt més eficaç quan s'utilitzen sistemes informàtics de seguiment.
Millores físiques de la producció
Es pot reduir els temps de fabricació buscant la millor distribució física en la planta de cada màquina a fi de reduir temps de desplaçament. També és necessari millorar la preparació de les màquines per canvis de les sèries de fabricació així com dels sistemes de fixació de les peces a fabricar.
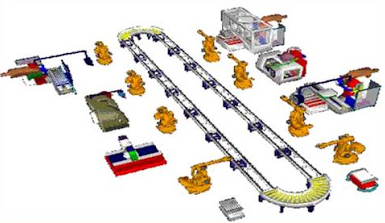
Fabricació flexible
És un conjunt de dispositius i elements (robots, màquines de control numèric, sistemes de control de qualitat, etc.), connectats mitjançant un sistema de transport de peces i un sistema de control centralitzat, que poden ser configurats i programats a partir d'un software de control per fabricar diferents productes. La fabricació flexible és un sistema que permet la producció automàtica i simultània d'un conjunt de peces diferents, minimitzant els costos addicionals que es produeixen en canviar el producte final.
|
|
 |
| Cel·la de producció flexible amb sistema controlat per CN | |
Cercles de qualitat
Impliquen a les persones a participar en les estructures de producció que li són més properes i així poder-les millorar, fins i tot pot haver-hi incentius econòmics. Consisteix en equips de treballadors de la mateixa àrea que es reuneixen regularment i de manera voluntària per tal de reflexionar conjuntament i per resoldre problemes relacionats amb la productivitat, la qualitat i les condicions del treball a l’empresa a fi d'aportar tota mena d'idees i suggerir millores en els processos. Amb això també s'aconsegueix que el treballador se senti més implicat, ja que veu que la seva opinió també és important.
|
Exemple 1 Per a la fabricació d'un producte disposem de 2 estacions de treball (E1 i E2) i entre ambdues han de realitzar sobre cada unitat 3 operacions no simultànies de durades t1 = 12 min, t2 = 7 min i t3 = 20 min. Les operacions es poden fer en qualsevol ordre, però cada una sempre en la mateixa estació. La seqüència òptima serà la que podem obtenir amb els temps mínims en les operacions. En aquest cas fabricarem la t1 i t2 en una cadena i la t3 en l'altre. E1 = t1 + t2 = 12 + 7 = 19 min E2 = t3 = 20 min En qualsevol altra opció, una de les operacions dura més. La quantitat màxima que podrem que espodrè produir cada hora serà:
|
format('truetype')%3Bfont-weight%3Anormal%3Bfont-style%3Anormal%3B%7D%40font-face%7Bfont-family%3A'math17f39f8317fbdb1988ef4c628eb'%3Bsrc%3Aurl(data%3Afont%2Ftruetype%3Bcharset%3Dutf-8%3Bbase64%2CAAEAAAAMAIAAAwBAT1MvMi7iBBMAAADMAAAATmNtYXDEvmKUAAABHAAAADRjdnQgDVUNBwAAAVAAAAA6Z2x5ZoPi2VsAAAGMAAAAsmhlYWQQC2qxAAACQAAAADZoaGVhCGsXSAAAAngAAAAkaG10eE2rRkcAAAKcAAAACGxvY2EAHTwYAAACpAAAAAxtYXhwBT0FPgAAArAAAAAgbmFtZaBxlY4AAALQAAABn3Bvc3QB9wD6AAAEcAAAACBwcmVwa1uragAABJAAAAAUAAADSwGQAAUAAAQABAAAAAAABAAEAAAAAAAAAQEAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAACAgICAAAAAg1UADev96AAAD6ACWAAAAAAACAAEAAQAAABQAAwABAAAAFAAEACAAAAAEAAQAAQAAAD3%2F%2FwAAAD3%2F%2F%2F%2FEAAEAAAAAAAABVAMsAIABAABWACoCWAIeAQ4BLAIsAFoBgAKAAKAA1ACAAAAAAAAAACsAVQCAAKsA1QEAASsABwAAAAIAVQAAAwADqwADAAcAADMRIRElIREhVQKr%2FasCAP4AA6v8VVUDAAACAIAA6wLVAhUAAwAHAGUYAbAIELAG1LAGELAF1LAIELAB1LABELAA1LAGELAHPLAFELAEPLABELACPLAAELADPACwCBCwBtSwBhCwB9SwBxCwAdSwARCwAtSwBhCwBTywBxCwBDywARCwADywAhCwAzwxMBMhNSEdASE1gAJV%2FasCVQHAVdVVVQAAAAEAAAABAADVeM5BXw889QADBAD%2F%2F%2F%2F%2F1joTc%2F%2F%2F%2F%2F%2FWOhNzAAD%2FIASAA6sAAAAKAAIAAQAAAAAAAQAAA%2Bj%2FagAAF3AAAP%2B2BIAAAQAAAAAAAAAAAAAAAAAAAAIDUgBVA1YAgAAAAAAAAAAoAAAAsgABAAAAAgBeAAUAAAAAAAIAgAQAAAAAAAQAAN4AAAAAAAAAFQECAAAAAAAAAAEAEgAAAAAAAAAAAAIADgASAAAAAAAAAAMAMAAgAAAAAAAAAAQAEgBQAAAAAAAAAAUAFgBiAAAAAAAAAAYACQB4AAAAAAAAAAgAHACBAAEAAAAAAAEAEgAAAAEAAAAAAAIADgASAAEAAAAAAAMAMAAgAAEAAAAAAAQAEgBQAAEAAAAAAAUAFgBiAAEAAAAAAAYACQB4AAEAAAAAAAgAHACBAAMAAQQJAAEAEgAAAAMAAQQJAAIADgASAAMAAQQJAAMAMAAgAAMAAQQJAAQAEgBQAAMAAQQJAAUAFgBiAAMAAQQJAAYACQB4AAMAAQQJAAgAHACBAE0AYQB0AGgAIABGAG8AbgB0AFIAZQBnAHUAbABhAHIATQBhAHQAaABzACAARgBvAHIAIABNAG8AcgBlACAATQBhAHQAaAAgAEYAbwBuAHQATQBhAHQAaAAgAEYAbwBuAHQAVgBlAHIAcwBpAG8AbgAgADEALgAwTWF0aF9Gb250AE0AYQB0AGgAcwAgAEYAbwByACAATQBvAHIAZQAAAwAAAAAAAAH0APoAAAAAAAAAAAAAAAAAAAAAAAAAALkHEQAAjYUYALIAAAAVFBOxAAE%2F)format('truetype')%3Bfont-weight%3Anormal%3Bfont-style%3Anormal%3B%7D%3C%2Fstyle%3E%3C%2Fdefs%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%224.5%22%20y%3D%2226%22%3En%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2215.5%22%20y%3D%2231%22%3Em%3C%2Ftext%3E%3Ctext%20font-family%3D%22ae2ef524fbf3d9fe611d5a8e90fefdc%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2223.5%22%20y%3D%2231%22%3Ea%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2229.5%22%20y%3D%2231%22%3Ex%3C%2Ftext%3E%3Ctext%20font-family%3D%22math17f39f8317fbdb1988ef4c628eb%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2241.5%22%20y%3D%2226%22%3E%3D%3C%2Ftext%3E%3Cline%20stroke%3D%22%23000000%22%20stroke-linecap%3D%22square%22%20stroke-width%3D%221%22%20x1%3D%2252.5%22%20x2%3D%2273.5%22%20y1%3D%2220.5%22%20y2%3D%2220.5%22%2F%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2258.5%22%20y%3D%2215%22%3E1%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2267.5%22%20y%3D%2215%22%3Eh%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2259.5%22%20y%3D%2237%22%3Et%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20text-anchor%3D%22middle%22%20x%3D%2265.5%22%20y%3D%2242%22%3E3%3C%2Ftext%3E%3Ctext%20font-family%3D%22math17f39f8317fbdb1988ef4c628eb%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2284.5%22%20y%3D%2226%22%3E%3D%3C%2Ftext%3E%3Cline%20stroke%3D%22%23000000%22%20stroke-linecap%3D%22square%22%20stroke-width%3D%221%22%20x1%3D%2295.5%22%20x2%3D%22143.5%22%20y1%3D%2220.5%22%20y2%3D%2220.5%22%2F%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22106.5%22%20y%3D%2215%22%3E60%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22121.5%22%20y%3D%2215%22%3Em%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22130.5%22%20y%3D%2215%22%3Ei%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22136.5%22%20y%3D%2215%22%3En%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22106.5%22%20y%3D%2237%22%3E20%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22121.5%22%20y%3D%2237%22%3Em%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22130.5%22%20y%3D%2237%22%3Ei%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22136.5%22%20y%3D%2237%22%3En%3C%2Ftext%3E%3Ctext%20font-family%3D%22math17f39f8317fbdb1988ef4c628eb%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22154.5%22%20y%3D%2226%22%3E%3D%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22167.5%22%20y%3D%2226%22%3E3%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22199.5%22%20y%3D%2226%22%3Eunitats%3C%2Ftext%3E%3C%2Fsvg%3E)
|
Exemple 2 Un procés de fabricació industrial on es realitzen operacions simultànies ve representa pel PERT següent. Les etapes de fabricació vénen determinades per números i les operacions per lletres (i temps en hores).
Quin temps és el crític per realitzar tots els processos? El camí crític serà el més llarg, ja que qualsevol retard fa endarrerir tot el proces. En aquest cas tan sols hi ha dos opcions A-C-D: 4+3+5 = 12 h i B-E: 8+5 = 13 h. Per tant el temps crític serà B-E amb un temps de 13 h. El camí A-C-D té un marge de 1 h sense que és produeixi cap endarreriment en el procés total |