Organització industrial
| Website: | Cursos IOC - Batxillerat |
| Kurs: | Tecnologia industrial II (Bloc 2) ~ gener 2020 |
| Buch: | Organització industrial |
| Gedruckt von: | Usuari convidat |
| Datum: | Donnerstag, 23. Mai 2024, 07:50 |
Beschreibung
Organització industrial
1. L'Empresa
L'Empresa es considera com una comunitat econòmica i social, formada per persones que tenen com a missió conjunta la producció d'un bé o servei al millor cost possible i amb la millor rendibilitat possible. Està inserida a la societat a la qual dóna servei i no ha de ser aliena a ella, ja que aquesta li proporciona el treball i el mercat de consumidors, l'educació dels treballadors, tècnics i directius, els mitjans de comunicació i la infraestructura.
Classificació de les empreses
Per classificar-les, es poden seguir diferents criteris.
Segons l'activitat. Les empreses poden classificar-se, d'acord amb l'activitat que desenvolupen, en:
-
-
Empreses del sector primari (extracció)
-
Empreses del sector secundari (transformació)
-
Empreses del sector terciari (venda i serveis)
-
Una classificació alternativa és:
-
-
Industrials. L'activitat principal d'aquest tipus d'empreses és la producció de béns a través de la transformació de la matèria o extracció de matèries primeres.
-
Comercials. Són intermediaris entre els productors i els consumidors. La seva funció primordial és la compra/venda de productes acabats.
-
Serveis. Són aquelles que presten servei a la comunitat, i al seu torn es classifiquen en:
-
- Transport
- Turisme
- Institucions financeres
- Serveis públics (energia, aigua, comunicacions)
- Serveis privats (assessoria, vendes, publicitat, comptable, administrativa)
- Educació
- Finances
- Salut
Segons la forma jurídica. Atenint-nos a la titularitat de l'empresa i a la responsabilitat legal dels seus propietaris. Es poden distingir:
-
-
Empreses individuals: quan únicament pertanyen a una persona. És la forma més senzilla d'establir un negoci i solen ser empreses petites o de caràcter familiar.
-
-
-
Societats: constituïdes per vàries persones. En aquest tipus estan: la societat anònima (SA), la societat col·lectiva, la societat comanditària, la societat de responsabilitat limitada (SL) i la societat per accions simplificada (SAS).
-
-
-
Les cooperatives: on els treballadors són propietaris de l'empresa.
-
Segons la seva grandària. No hi ha unanimitat entre els economistes a l'hora d'establir què és una empresa gran o petita. Però podem dir que:
-
-
Micro empresa: si té 10 o menys treballadors.
-
Petita empresa: si té entre 10 i 50 treballadors.
-
Mitjana empresa: si té entre 50 i 250 treballadors.
-
Gran empresa: si té entre 250 i 1000 treballadors.
-
Macroempresa si té més de 1000 treballadors.
-
2. L'organització industrial
L'organització industrial ha esdevingut una eina bàsica per a la producció d'un determinat bé o servei. En qualsevol producció la competitivitat obliga a produir igual o major quantitat de producte amb menys costos de tot: recursos energètics, materials i humans.
L'organització industrial estudia el conjunt de tècniques que permeten sistematitzar, optimitzar i adequar un procés industrial per aconseguir la producció d'un bé o servei amb una qualitat especificada i amb els mitjans humans i materials utilitzats de la millor forma possible.
S'anomena productivitat a la relació entre la producció d'un bé o servei i els mitjans utilitzats en la seva producció. Així, si diem que la productivitat augmenta, es vol informar que es produeixen més béns o serveis amb la mateixa quantitat de recursos.
Antigament l'economia estava basada en la producció artesana. En aquest sistema cada persona realitzava tot el procés. Amb l'arribada de la industrialització, es va fer necessària la divisió del treball i l'especialització del personal.
Va ser Frederick W. Taylor qui va proposar l'organització científica del treball i va promoure la descomposició i racionalització de les feines, és a dir, la cadena on cada treballador realitza una part del procés, estalviant el màxim de moviments innecessaris.
Henry Ford va ser el 1r en aplicar aquesta teoria i va aconseguir, amb la producció en sèrie del Ford T, que tothom pogués accedir a l'automoció, ja que fins aleshores els cotxes es fabricaven un per un i eren molt cars. Aquest procés d'industrialització es va anar implementant a totes les indústries i va provocar un gran canvi, és el que s'entén per l'inici de l'era moderna de consum massiu.
Altres persones que van elaborar teories sobre les formes de producció van ser Henry Fayol, Elton Mayo o Max Weber, que aportaren noves propostes per sistematitzar i millorar l'organització industrial.
Organització del treball
Una de les funcions de l'organització és ocupar-se de triar què ha de fer cada persona de l'empresa, com s'han d'agrupar, amb qui es relacionaran i com s'han de prendre les decisions.
L'estructura d'una organització està basada en les relacions estables i fixes entre els diferents llocs de treball.
Alguns elements clau per decidir quina ha de ser l'estructura d'una organització són: la complexitat de la producció, la formalització (el grau en què una organització descasa en regles i procediments escrits) i la centralització (on resideix l'autoritat en la presa de decisions, que pot ser molt o poc centralitzada).
Principis de l'organització del treball
Unitat de comandament. S'ha de definir el centre d'autoritat per a cada funció, i només hi ha d'haver un sòl cap. El concepte d'unitat de comandament és imprescindible.
Tram de control. Hi ha d'haver un límit en el nombre de subordinats assignats a cada comandant per tal que sigui eficient.
Divisió de treball. En comptes de què cada persona faci tot el treball, aquest es fragmenta en diferents parts. En essència les persones s'especialitzen en fer una part de l'activitat, la més adient, ja que aquest sistema intenta fer un ús eficient de les habilitats de les persones.
Departaments. L'ús de departaments és una forma pràctica de dividir el treball i les funcions de les persones. Cada departament ha de treballar en harmonia amb els altres, i cada secció i subsecció coneix allò que necessita. L'existència i tipus de departaments han d'estar relacionats amb les necessitats i grandària de la pròpia empresa i de les tasques involucrades.
Com a exemples de departaments tenim:
-
- Gestió / Administració
- Producció
- Màrqueting
- Seguretat i higiene
- I+R+D (Innovació, recerca i desenvolupament) / R+D (Recerca i desenvolupament)
- Finances
- Vendes
- Compres
Organigrames. Són presentacions gràfiques de l'estructura formal d'una empresa o organització que mostren les interrelacions, les funcions, els nivells i les jerarquies existents en ella. Entre els diferents tipus que hi ha destaquem:
| Organigrama Vertical. El gràfic és vertical, és a dir, va de dalt a baix. Cada lloc està subordinat a un altre, lligat per línies que representen la comunicació de responsabilitat i autoritat, que indiquen de forma objectiva la jerarquia de l'organització o empresa. El nivell màxim es posa a dalt de tot. |  |
| Organigrama Horitzontal.
El nivell màxim de jerarquia es representa a l'esquerra, i els altres nivells jeràrquics van a la dreta seguint la forma normal de lectura. |
 |
| Organigrama Circular. L'autoritat màxima està en el centre, i al seu voltant és situen cercles concèntrics on figuren les jerarquies en nivells decreixents. |  |
3. Estudi i disseny del producte
El primer pas en el sistema productiu és el disseny. Aquest procés ha anat millorant amb la incorporació dels ordinadors, que han disminuït molt els temps de disseny i assaig del producte. Els programes de dibuix, disseny i simulació abreugen molt el temps de la fase de disseny i els costos que se'n deriven sobre les noves unitats.
Així, totes les funcions prèvies a la producció real, des del disseny del producte fins l'estudi del procés de producció òptim es duen a terme a l'oficina tècnica, la qual està encarregada de fer l'anomenat projecte tècnic, on es defineixen totes les característiques i fases de producció del futur producte.
De la idea al disseny
Actualment els terminis de temps en els que es desenvolupa un producte nou són molt petits, ja que de seguida es queden obsolets per l'aparició d'un nou producte que millora l'anterior.
Les empreses tenen un departament anomenat de recerca i desenvolupament (R+D) per pensar constantment possibles millores o nous productes a treure al mercat. El treball en equip i les noves tècniques de disseny permeten el desenvolupament en poc temps d'allò que fa poc temps costava anys de treball.
|
|
Apple, d'una empresa en pèrdues ha passat a tindre enormes guanys |

Hi ha diferents tècniques per al disseny i millora dels productes i processos de producció. Algunes de les més representatives poden ser:
Pluja d'idees (Brainstorming)
És una tècnica creativa de grup que s'utilitza per a resoldre problemes de disseny, publicitat, de màrqueting, de gestió,..., l'objectiu de la qual és aconseguir el màxim nombre d'idees sobre un tema determinat en un temps relativament curt, mitjançant l'estimulació de la imaginació pel mètode de l'associació lliure i espontània d'idees.
Sota la direcció d'un coordinador les idees generades, en un principi sense jutjar-ne cap aspecte, són directament comunicades a la resta del grup, perquè es discuteixin, es treballin, es combinin i es millorin.
Delphi
És un mètode de prospecció consistent a interrogar repetidament i separadament diversos experts sobre un tema que és objecte d'estudi, i confrontar-ne les opinions per intentar arribar a una solució de consens.
S'utilitza especialment per a fer prospeccions relacionades amb desenvolupaments futurs que depenen de factors tecnològics.
Tècnica matricial
Les tècniques matricials tenen l'objectiu de representar en una taula de doble entrada les relacions que hi han entre diferents objectes o elements. S'utilitzen, principalment, per analitzar l'adequació dels productes desenvolupats a les especificacions demanades.
4. Elaboració i planificació dels sistemes de fabricació
Una vegada dissenyat el producte cal organitzar-ne la producció. El mètode és molt diferent segons la quantitat de producció o l'envergadura. No és el mateix fabricar un vaixell, que un avió, que un bolígraf o un vestit.
Quan s'han de fabricar productes de molta envergadura, com és un vehicle, cal tenir molt ben estructurada la producció o compra de cada part i com convergeix tot en el moment del muntatge. Intervenen en el procés el flux de matèries primeres, plantes de fabricació pròpies i alienes, plantes de muntatge, gestió dels estocs, el personal i un llarg etc.
Sistemes d'organització i gestió de la producció
Els principals sistemes d'organització i gestió són els següents:
Sistema clàssic
Està basat en l'escola de la direcció científica proposada per Taylor, i es destaca per:
- Establiment de mètodes científics per a l'organització del treball. On s'assagen els moviments que s'han de fer per a la fabricació en sèrie.
- Jerarquització en les decisions i professionalització de les diferents tasques.
- Incentivar als treballadors segons la quantitat de producció de cada lloc de treball.
- Mesura i estudi de mètodes i temps.
- Planificació i control de la producció segons una estimació prèvia de fabricació.
Aquest sistema organitza i optimitza la producció mirant de minimitzar els costos, però té un problema: que pot generar un immobilitzat enorme tant d'estocs de primeres matèries i productes intermedis com de producció, ja que no s'adapta a les necessitats del mercat canviant.
Planificació de materials (MRP, Materials Requeriments Planning)
Aquest sistema també fa una previsió dels diferents factors que intervenen en la producció segons una previsió inicial de vendes. A partir d'aquí s'estableix un pla mestre que es va actualitzant periòdicament segons les necessitats de fabricació i venda del moment.
Té el mateix inconvenient que en el cas anterior, que pot generar un immobilitzat enorme d'estocs, tot i que intenta adaptar-se amb la revisió del pla mestre, el qual s'adapta a les necessitats del mercat canviant.
En el cas de produccions altes i en produccions complexes com són el cas dels vehicles o electrodomèstics necessita d'uns estocs realment alts i no és convenient. En canvi, és ideal per a elaborar productes de qualitat extrema com seria el cas de peces per les aeronaus, ja que es pot garantir millor la qualitat de les primeres matèries i després es procedeix a la fabricació.
Teoria de les restriccions (TOC, Theory Of Constraints)
Es tracta d'un sistema d'optimització dels processos industrials que es centra en trobar els colls d'ampolla o punts on la producció s'alenteix a fi d'optimitzar-los i reduirĺos. Es programa tot el procés en funció d'aquests colls d'ampolla i la producció queda limitada a allò que aquests poden absorbir.
Tècnica de revisió i avaluació de programes (PERT, Program Evaluation and Review Technique)
Es fa servir per a planificar obres de molta complexitat. El diagrama PERT és una eina de representació gràfica que permet veure les seqüències lògiques d'activitats que cal realitzar per a dur a terme un procés productiu: un pla de treball, una actuació, un programa, etc. Aquesta eina permet realitzar una planificació completa i ordenada de les actuacions, identificar les interrelacions lògiques entre les diferents activitats necessàries i identificar els camins crítics en la realització d'un pla de treball.
Bàsicament són diagrames vectorials on els cercles són les etapes i els vectors indiquen la direcció d'execució. Cada vector porta associada una lletra que indica el temps estimat, normalment en hores o setmanes.
 |
| Exemple d'un diagrama PERT |
Just a temps (JIT, Just In Time)
És un mètode japonès que va començar a Toyota als anys setanta, com a resposta a la 1a crisi del petroli, que va sacsejar molt fortament totes les economies mundials.
És un sistema de fabricació que intenta fabricar només el que es necessita, a demanda, i amb el mínim cost possible. En principi no genera estocs, ja que es compra només el que es necessita per produir al moment.
Actualment els sistemes informàtics han desenvolupat molt fortament aquest sistema, ja que tot es pot controlar a l'instant. La base de la producció és la demanda real, això mobilitza el sistema de proveïdors i el personal per fabricar allò que es necessita. Aquest sistema obliga a fabricar diferents productes segons les necessitats de producció, Els treballadors i màquines han de ser capaços d'intervenir de forma organitzada en diversos processos del sistema de producció.
És bàsic per aquest sistema produir en un lloc molt ben comunicat, amb una indústria potent a prop i amb sistemes informàtics molt desenvolupats.
Aquest sistema té el problema que en cas que faltí un determinat element pot fer aturar la fabricació. El JIT té molts avantatges, però quan la complexitat és elevada cal combinar-lo amb el MRP explicat a l'apartat anterior per a no tenir problemes d'estoc.
Tots aquests mètodes se solen aplicant combinades a altres tècniques complementàries com:
El mètode Kanban
Aquest mètode fa la gestió de materials de forma que hi hagi el flux dels productes necessaris en quantitat i temps en cada un dels processos tan dins la fabrica com amb els proveïdors i els clients, per tal de reduir l'estoc al mínim.
El mètode fabrica en lots petits, anomenats lots econòmics de fabricació. Es basa amb un sistema d'etiquetes que acompanyen a cada lot on hi ha tota la informació: material, quantitat, destinació, etc.
Quan a la planta de muntatge es necessiten peces, un operari agafa un contenidor buit (amb la fitxa KT, o fitxa de transport) i es dirigeix al magatzem. Hi deixa el contenidor buit i n'agafa un de ple que tingui la fitxa KP (fitxa de producció), per fabricar més peces. Llavors posa la fitxa KT al contenidor ple i se l'endú per al muntatge. Això fa que en temps molt real se sàpiga el que es va consumint. Si l'operari no troba contenidors amb la fitxa KP, no ha de produir més. Aquest sistema és molt més eficaç quan s'utilitzen sistemes informàtics de seguiment.
Millores físiques de la producció
Es pot reduir els temps de fabricació buscant la millor distribució física en la planta de cada màquina a fi de reduir temps de desplaçament. També és necessari millorar la preparació de les màquines per canvis de les sèries de fabricació així com dels sistemes de fixació de les peces a fabricar.
Fabricació flexible
És un conjunt de dispositius i elements (robots, màquines de control numèric, sistemes de control de qualitat, etc.), connectats mitjançant un sistema de transport de peces i un sistema de control centralitzat, que poden ser configurats i programats a partir d'un software de control per fabricar diferents productes. La fabricació flexible és un sistema que permet la producció automàtica i simultània d'un conjunt de peces diferents, minimitzant els costos addicionals que es produeixen en canviar el producte final.
|
|
 |
| Cel·la de producció flexible amb sistema controlat per CN | |
Cercles de qualitat
Impliquen a les persones a participar en les estructures de producció que li són més properes i així poder-les millorar, fins i tot pot haver-hi incentius econòmics. Consisteix en equips de treballadors de la mateixa àrea que es reuneixen regularment i de manera voluntària per tal de reflexionar conjuntament i per resoldre problemes relacionats amb la productivitat, la qualitat i les condicions del treball a l’empresa a fi d'aportar tota mena d'idees i suggerir millores en els processos. Amb això també s'aconsegueix que el treballador se senti més implicat, ja que veu que la seva opinió també és important.
|
Exemple 1 Per a la fabricació d'un producte disposem de 2 estacions de treball (E1 i E2) i entre ambdues han de realitzar sobre cada unitat 3 operacions no simultànies de durades t1 = 12 min, t2 = 7 min i t3 = 20 min. Les operacions es poden fer en qualsevol ordre, però cada una sempre en la mateixa estació. La seqüència òptima serà la que podem obtenir amb els temps mínims en les operacions. En aquest cas fabricarem la t1 i t2 en una cadena i la t3 en l'altre. E1 = t1 + t2 = 12 + 7 = 19 min E2 = t3 = 20 min En qualsevol altra opció, una de les operacions dura més. La quantitat màxima que podrem que espodrè produir cada hora serà:
|
format('truetype')%3Bfont-weight%3Anormal%3Bfont-style%3Anormal%3B%7D%40font-face%7Bfont-family%3A'math17f39f8317fbdb1988ef4c628eb'%3Bsrc%3Aurl(data%3Afont%2Ftruetype%3Bcharset%3Dutf-8%3Bbase64%2CAAEAAAAMAIAAAwBAT1MvMi7iBBMAAADMAAAATmNtYXDEvmKUAAABHAAAADRjdnQgDVUNBwAAAVAAAAA6Z2x5ZoPi2VsAAAGMAAAAsmhlYWQQC2qxAAACQAAAADZoaGVhCGsXSAAAAngAAAAkaG10eE2rRkcAAAKcAAAACGxvY2EAHTwYAAACpAAAAAxtYXhwBT0FPgAAArAAAAAgbmFtZaBxlY4AAALQAAABn3Bvc3QB9wD6AAAEcAAAACBwcmVwa1uragAABJAAAAAUAAADSwGQAAUAAAQABAAAAAAABAAEAAAAAAAAAQEAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAACAgICAAAAAg1UADev96AAAD6ACWAAAAAAACAAEAAQAAABQAAwABAAAAFAAEACAAAAAEAAQAAQAAAD3%2F%2FwAAAD3%2F%2F%2F%2FEAAEAAAAAAAABVAMsAIABAABWACoCWAIeAQ4BLAIsAFoBgAKAAKAA1ACAAAAAAAAAACsAVQCAAKsA1QEAASsABwAAAAIAVQAAAwADqwADAAcAADMRIRElIREhVQKr%2FasCAP4AA6v8VVUDAAACAIAA6wLVAhUAAwAHAGUYAbAIELAG1LAGELAF1LAIELAB1LABELAA1LAGELAHPLAFELAEPLABELACPLAAELADPACwCBCwBtSwBhCwB9SwBxCwAdSwARCwAtSwBhCwBTywBxCwBDywARCwADywAhCwAzwxMBMhNSEdASE1gAJV%2FasCVQHAVdVVVQAAAAEAAAABAADVeM5BXw889QADBAD%2F%2F%2F%2F%2F1joTc%2F%2F%2F%2F%2F%2FWOhNzAAD%2FIASAA6sAAAAKAAIAAQAAAAAAAQAAA%2Bj%2FagAAF3AAAP%2B2BIAAAQAAAAAAAAAAAAAAAAAAAAIDUgBVA1YAgAAAAAAAAAAoAAAAsgABAAAAAgBeAAUAAAAAAAIAgAQAAAAAAAQAAN4AAAAAAAAAFQECAAAAAAAAAAEAEgAAAAAAAAAAAAIADgASAAAAAAAAAAMAMAAgAAAAAAAAAAQAEgBQAAAAAAAAAAUAFgBiAAAAAAAAAAYACQB4AAAAAAAAAAgAHACBAAEAAAAAAAEAEgAAAAEAAAAAAAIADgASAAEAAAAAAAMAMAAgAAEAAAAAAAQAEgBQAAEAAAAAAAUAFgBiAAEAAAAAAAYACQB4AAEAAAAAAAgAHACBAAMAAQQJAAEAEgAAAAMAAQQJAAIADgASAAMAAQQJAAMAMAAgAAMAAQQJAAQAEgBQAAMAAQQJAAUAFgBiAAMAAQQJAAYACQB4AAMAAQQJAAgAHACBAE0AYQB0AGgAIABGAG8AbgB0AFIAZQBnAHUAbABhAHIATQBhAHQAaABzACAARgBvAHIAIABNAG8AcgBlACAATQBhAHQAaAAgAEYAbwBuAHQATQBhAHQAaAAgAEYAbwBuAHQAVgBlAHIAcwBpAG8AbgAgADEALgAwTWF0aF9Gb250AE0AYQB0AGgAcwAgAEYAbwByACAATQBvAHIAZQAAAwAAAAAAAAH0APoAAAAAAAAAAAAAAAAAAAAAAAAAALkHEQAAjYUYALIAAAAVFBOxAAE%2F)format('truetype')%3Bfont-weight%3Anormal%3Bfont-style%3Anormal%3B%7D%3C%2Fstyle%3E%3C%2Fdefs%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%224.5%22%20y%3D%2226%22%3En%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2215.5%22%20y%3D%2231%22%3Em%3C%2Ftext%3E%3Ctext%20font-family%3D%22ae2ef524fbf3d9fe611d5a8e90fefdc%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2223.5%22%20y%3D%2231%22%3Ea%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2229.5%22%20y%3D%2231%22%3Ex%3C%2Ftext%3E%3Ctext%20font-family%3D%22math17f39f8317fbdb1988ef4c628eb%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2241.5%22%20y%3D%2226%22%3E%3D%3C%2Ftext%3E%3Cline%20stroke%3D%22%23000000%22%20stroke-linecap%3D%22square%22%20stroke-width%3D%221%22%20x1%3D%2252.5%22%20x2%3D%2273.5%22%20y1%3D%2220.5%22%20y2%3D%2220.5%22%2F%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2258.5%22%20y%3D%2215%22%3E1%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2267.5%22%20y%3D%2215%22%3Eh%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2259.5%22%20y%3D%2237%22%3Et%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20text-anchor%3D%22middle%22%20x%3D%2265.5%22%20y%3D%2242%22%3E3%3C%2Ftext%3E%3Ctext%20font-family%3D%22math17f39f8317fbdb1988ef4c628eb%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2284.5%22%20y%3D%2226%22%3E%3D%3C%2Ftext%3E%3Cline%20stroke%3D%22%23000000%22%20stroke-linecap%3D%22square%22%20stroke-width%3D%221%22%20x1%3D%2295.5%22%20x2%3D%22143.5%22%20y1%3D%2220.5%22%20y2%3D%2220.5%22%2F%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22106.5%22%20y%3D%2215%22%3E60%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22121.5%22%20y%3D%2215%22%3Em%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22130.5%22%20y%3D%2215%22%3Ei%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22136.5%22%20y%3D%2215%22%3En%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22106.5%22%20y%3D%2237%22%3E20%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22121.5%22%20y%3D%2237%22%3Em%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22130.5%22%20y%3D%2237%22%3Ei%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22136.5%22%20y%3D%2237%22%3En%3C%2Ftext%3E%3Ctext%20font-family%3D%22math17f39f8317fbdb1988ef4c628eb%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22154.5%22%20y%3D%2226%22%3E%3D%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22167.5%22%20y%3D%2226%22%3E3%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22199.5%22%20y%3D%2226%22%3Eunitats%3C%2Ftext%3E%3C%2Fsvg%3E)
|
Exemple 2 Un procés de fabricació industrial on es realitzen operacions simultànies ve representa pel PERT següent. Les etapes de fabricació vénen determinades per números i les operacions per lletres (i temps en hores).
Quin temps és el crític per realitzar tots els processos? El camí crític serà el més llarg, ja que qualsevol retard fa endarrerir tot el proces. En aquest cas tan sols hi ha dos opcions A-C-D: 4+3+5 = 12 h i B-E: 8+5 = 13 h. Per tant el temps crític serà B-E amb un temps de 13 h. El camí A-C-D té un marge de 1 h sense que és produeixi cap endarreriment en el procés total |
5. Els costos de producció
Per produir un producte cal gastar recursos com: energia, mà d'obra, locals, maquinària, etc. La suma de tots els costos ha de sortir dels productes fabricats. Per tant cal fer un estudi acurat dels costos per determinar el preu dels productes que es fabriquen.
Els costos es divideixen en:
Costos fixes
Són aquells que no canvien sigui quina sigui la quantitat de productes fabricats: Amortització de maquinària, amortització de locals, deutes, etc.
Costos variables
Són aquells que tenen relació directa amb la quantitat de producte fabricat, com materials i energia.
Costos totals
Corresponen a la suma dels costos fixos i els variables
CT = CF + CV
 |
La línia superior del gràfic correspon als costos totals. Es pot observar com a mesura que es van fabricant productes se sumen els costos fixos més els costos variables, que van augmentant (observeu que els costos fixos no depenen de la quantitat fabricada). |
Pèrdues o beneficis
En la producció tindrem pèrdues sempre que no arribem a uns mínims de producció. Els ingressos per la venda del producte és inferior als costos totals.
Al punt on els costos són iguals als beneficis l'anomenem punt mort. A partir d'aquest moment obtindrem beneficis, és a dir, els ingressos són superiors als costos
Beneficis (o pèrdues) = Ingressos – Costos
 |
Les línies d'ingressos i costos determinen les zones de pèrdues o beneficis. En el punt mort els ingressos són iguals als costos. No hi ha ni beneficis ni pèrdues. |
|
Exemple Per fabricar un producte es necessiten unes inversions inicials de 60000 € i un cost unitari de 25 €.
Busquem punt a partir del qual tindrem beneficis CT = CF + CV = CF + CV = CF + (CU·U) = 60000 + (25·5000) = 60000 + 125000 = 185000 € Calculem el benefici Beneficis = Ingressos - Costos Beneficis = (Pvenda · u) – (CF + CV) = (Pvenda · u) – (CF + (CU·U)) Beneficis = (37 ·10000) – (60000 + 25·10000) = 370000 – 310000 = 60000 € |
format('truetype')%3Bfont-weight%3Anormal%3Bfont-style%3Anormal%3B%7D%40font-face%7Bfont-family%3A'math1930afe930c74b38ddd3804c196'%3Bsrc%3Aurl(data%3Afont%2Ftruetype%3Bcharset%3Dutf-8%3Bbase64%2CAAEAAAAMAIAAAwBAT1MvMi7iBBMAAADMAAAATmNtYXDEvmKUAAABHAAAADxjdnQgDVUNBwAAAVgAAAA6Z2x5ZoPi2VsAAAGUAAAA8GhlYWQQC2qxAAAChAAAADZoaGVhCGsXSAAAArwAAAAkaG10eE2rRkcAAALgAAAADGxvY2EAHTwYAAAC7AAAABBtYXhwBT0FPgAAAvwAAAAgbmFtZaBxlY4AAAMcAAABn3Bvc3QB9wD6AAAEvAAAACBwcmVwa1uragAABNwAAAAUAAADSwGQAAUAAAQABAAAAAAABAAEAAAAAAAAAQEAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAACAgICAAAAAg1UADev96AAAD6ACWAAAAAAACAAEAAQAAABQAAwABAAAAFAAEACgAAAAGAAQAAQACAC8APf%2F%2FAAAALwA9%2F%2F%2F%2F0v%2FFAAEAAAAAAAAAAAFUAywAgAEAAFYAKgJYAh4BDgEsAiwAWgGAAoAAoADUAIAAAAAAAAAAKwBVAIAAqwDVAQABKwAHAAAAAgBVAAADAAOrAAMABwAAMxEhESUhESFVAqv9qwIA%2FgADq%2FxVVQMAAAEAgAAAAisDgAADACIYALEDAD%2BxAQLkMAGwBBCxAwP1sQIF5bAB1bEABeWxBQPmATMBIwHVVv6qVQOA%2FIAAAgCAAOsC1QIVAAMABwBlGAGwCBCwBtSwBhCwBdSwCBCwAdSwARCwANSwBhCwBzywBRCwBDywARCwAjywABCwAzwAsAgQsAbUsAYQsAfUsAcQsAHUsAEQsALUsAYQsAU8sAcQsAQ8sAEQsAA8sAIQsAM8MTATITUhHQEhNYACVf2rAlUBwFXVVVUAAQAAAAEAANV4zkFfDzz1AAMEAP%2F%2F%2F%2F%2FWOhNz%2F%2F%2F%2F%2F9Y6E3MAAP8gBIADqwAAAAoAAgABAAAAAAABAAAD6P9qAAAXcAAA%2F7YEgAABAAAAAAAAAAAAAAAAAAAAAwNSAFUCqgCAA1YAgAAAAAAAAAAoAAAAZgAAAPAAAQAAAAMAXgAFAAAAAAACAIAEAAAAAAAEAADeAAAAAAAAABUBAgAAAAAAAAABABIAAAAAAAAAAAACAA4AEgAAAAAAAAADADAAIAAAAAAAAAAEABIAUAAAAAAAAAAFABYAYgAAAAAAAAAGAAkAeAAAAAAAAAAIABwAgQABAAAAAAABABIAAAABAAAAAAACAA4AEgABAAAAAAADADAAIAABAAAAAAAEABIAUAABAAAAAAAFABYAYgABAAAAAAAGAAkAeAABAAAAAAAIABwAgQADAAEECQABABIAAAADAAEECQACAA4AEgADAAEECQADADAAIAADAAEECQAEABIAUAADAAEECQAFABYAYgADAAEECQAGAAkAeAADAAEECQAIABwAgQBNAGEAdABoACAARgBvAG4AdABSAGUAZwB1AGwAYQByAE0AYQB0AGgAcwAgAEYAbwByACAATQBvAHIAZQAgAE0AYQB0AGgAIABGAG8AbgB0AE0AYQB0AGgAIABGAG8AbgB0AFYAZQByAHMAaQBvAG4AIAAxAC4AME1hdGhfRm9udABNAGEAdABoAHMAIABGAG8AcgAgAE0AbwByAGUAAAMAAAAAAAAB9AD6AAAAAAAAAAAAAAAAAAAAAAAAAAC5BxEAAI2FGACyAAAAFRQTsQABPw%3D%3D)format('truetype')%3Bfont-weight%3Anormal%3Bfont-style%3Anormal%3B%7D%3C%2Fstyle%3E%3C%2Fdefs%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%225.5%22%20y%3D%2231%22%3EP%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2215.5%22%20y%3D%2236%22%3Ev%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2221.5%22%20y%3D%2236%22%3Ee%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2228.5%22%20y%3D%2236%22%3En%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2235.5%22%20y%3D%2236%22%3Ed%3C%2Ftext%3E%3Ctext%20font-family%3D%22ae2ef524fbf3d9fe611d5a8e90fefdc%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2242.5%22%20y%3D%2236%22%3Ea%3C%2Ftext%3E%3Ctext%20font-family%3D%22math1930afe930c74b38ddd3804c196%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%2258.5%22%20y%3D%2231%22%3E%3D%3C%2Ftext%3E%3Cline%20stroke%3D%22%23000000%22%20stroke-linecap%3D%22square%22%20stroke-width%3D%221%22%20x1%3D%2269.5%22%20x2%3D%2293.5%22%20y1%3D%2225.5%22%20y2%3D%2225.5%22%2F%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2277.5%22%20y%3D%2215%22%3EC%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2212%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2287.5%22%20y%3D%2220%22%3ET%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%2281.5%22%20y%3D%2242%22%3Eu%3C%2Ftext%3E%3Ctext%20font-family%3D%22math1930afe930c74b38ddd3804c196%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22104.5%22%20y%3D%2231%22%3E%3D%3C%2Ftext%3E%3Cline%20stroke%3D%22%23000000%22%20stroke-linecap%3D%22square%22%20stroke-width%3D%221%22%20x1%3D%22115.5%22%20x2%3D%22172.5%22%20y1%3D%2225.5%22%20y2%3D%2225.5%22%2F%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22143.5%22%20y%3D%2220%22%3E185000%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22144.5%22%20y%3D%2242%22%3E10000%3C%2Ftext%3E%3Ctext%20font-family%3D%22math1930afe930c74b38ddd3804c196%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22183.5%22%20y%3D%2231%22%3E%3D%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22205.5%22%20y%3D%2231%22%3E37%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22224.5%22%20y%3D%2231%22%3E%26%23x20AC%3B%3C%2Ftext%3E%3Ctext%20font-family%3D%22math1930afe930c74b38ddd3804c196%22%20font-size%3D%2216%22%20text-anchor%3D%22middle%22%20x%3D%22236.5%22%20y%3D%2231%22%3E%2F%3C%2Ftext%3E%3Ctext%20font-family%3D%22Arial%22%20font-size%3D%2216%22%20font-style%3D%22italic%22%20text-anchor%3D%22middle%22%20x%3D%22246.5%22%20y%3D%2231%22%3Eu%3C%2Ftext%3E%3C%2Fsvg%3E)
6. Gestió dels estocs
La gestió dels estocs ha esdevingut un element fonamental en la indústria moderna. Per una banda no és possible comprar sense més ni més i acumular productes, ja que els diners de la compra no es recuperen fins que el producte es fabrica i es ven (a part de l'espai necessari per al seu emmagatzematge), però per l'altra cal garantir que la producció no s'aturi per falta de matèries primeres.
Nivell dels estocs
L’estoc mínim és la quantitat mínima de mercaderia necessària per no quedar desproveïts.
L’estoc màxim és la quantitat màxima de cada producte que és convenient emmagatzemar al menor cost possible.
L’estoc de seguretat és la quantitat de producte determinada per tal que l’empresa no quedi desproveïda en un moment donat.
La ruptura d'estocs és la situació quan s'ha esgotat l'estoc d'un producte.
Per a la reposició d'estocs bàsicament hi ha dos sistemes.
Reposar per dates fixes i quantitats variables
Es reposa matèria primera fins a un nivell determinat cada cert període de temps prefixat. En aquest cas es pot produir la ruptura de l'estoc, ja que per algun imprevist d'augment de vendes ens podem quedar sense producte abans d'arribar a la data de compra.
Reposar per dates variables en quantitat fixes
En aquest cas s'emet l'ordre de compra quan s'arriba a un estoc mínim de seguretat, evitant així l'acabament de l'estoc. Aquest procés requereix de sistemes informàtics més avançats per la gestió. És necessari un sistema informàtic que controli a temps real de tot l'estoc que hi ha i vagi avisant a mesura que cada matèria arriba al seu mínim.
Els actuals sistemes informàtics permeten:
- Calcular amb precisió la quantitat necessària de cada component que intervé en el procés.
- Calcular les quantitats que es van gastant a temps real.
- Calcular amb precisió la quantitat de temps necessari per a reposar cada matèria primera i la seva despesa
Quantitat òptima de compra
Es pot determinar aquesta quantitat fent una anàlisi de costos. Està clar que els costos serien mínims amb un nivell de seguretat zero als estocs, però això no és possible per una empresa, ja que corre el risc d'haver d'aturar la producció i perdre molts diners.
Per a determinar la quantitat òptima cal tenir en compte:
Costos de l'inventari
Els diners que costa una determinada quantitat de producte en estoc més l'interès que generaria aquest capital immobilitzat. Aquest cost augmenta en la mesura que ho fa l'estoc.
Costos de compra
S'estudien les gestions que s'han de fer per comprar el producte i es calcula el preu de compra resultant, que disminueix a mesura que augmenta la quantitat comprada.
Una vegada sumats els dos costos surt una corba que té un mínim, que dóna la quantitat ideal que s'ha de comprar cada vegada, el que s'anomena el lot econòmic.

Corbes de costos d'estocs
7. El control de qualitat
La qualitat d'un producte és el grau en què un producte o un servei acompleix les exigències dels consumidors. No hi ha un estàndard de qualitat, en cada producte aquest paràmetre és diferent.
Hi ha procediments encarregats de controlar que els productes surtin amb una determinada qualitat. Per exemple el control de dimensions després de fabricació d'una peça ens indicarà amb quina precisió els hem fabricat. De totes maneres és del tot impossible en la fabricació d'un peça que surtin totes amb les mesures exactament iguals, per tant segons la qualitat la dispersió de mesures serà més petita o més gran. Cal tenir en compte que fabricar una peça amb més precisió serà més car; per tant, cal primer definir la precisió adequada per aquella peça per evitar que el seu cost sigui innecessàriament elevat.
Després de la fabricació cal anar verificant les peces produïdes. El control de dimensions d'una peça es pot fer sobre totes les peces o sobre unes quantes que facin de mostra. Un control de qualitat absolut implicaria controlar totes les peces i tots els processos realitzats per construir-la. Normalment això comportaria uns costos massa elevats. Per evitar-los es pot fer un control estadístic de la producció. Es van comprovant mostres de peces fabricades i si el percentatge de productes defectuosos no supera un determinat tant per cent, la sèrie es dóna per bona; contràriament, si supera un determinat límit, cal revisar tota la partida i veure l'errada en el procés per corregir la producció i, si calgués, aturar-la, per tal d'evitar haver-la de llençar. Moltes vegades aquest percentatge és zero.
Control de qualitat total (TQC, Total o Top Quality Control)
Un dels sistemes utilitzats per minimitzar costos i reduir la fabricació de productes defectuosos és el TQC. El TQC involucra tots els departaments i totes les operacions per a la fabricació d'un producte (inclosos els serveis administratius), perquè els errors en la fabricació es van acumulant. Per tal de minimitzar les pèrdues, cal verificar cada fase. Així una peça defectuosa rebuda del procés anterior s'ha de rebutjar i no segueix amb el procés.
La taxa de qualitat d'un procés sencer serà igual al producte de la qualitat de cada fase que el forma.
|
Exemple Calcula la taxa de qualitat total i el percentatge de peces rebutjades d'un procés de fabricació de 4 etapes on la qualitat corresponent a cada una de les etapes és: 99%, 96%, 97% i 98%. Taxa de qualitat total = taxa 1 · taxa 2 · taxa 3 · taxa 4 = 0,99 · 0,96 · 0,97 · 0,98 = 0,9035 = 90,35% Peces rebutjades = 1 – Taxa de qualitat total = 1 – 90,35 = 9,65% |
8. La informàtica en els sistemes productius
Actualment els sistemes informàtics estan totalment implementats en totes les fases del procés productiu, des de les tasques administratives o les de control d'estocs, fins a les de control de qualitat, o a les del propi procés automatitzat. Així podem destacar:
Disseny assistit per ordinador (CAD, Computer Aided Design)
Consisteix en l'ús de programes de dibuix que faciliten el disseny d'un producte. N'hi ha molts, però el més conegut per arquitectura i enginyeria és l'Autocad. De la seva utilització en resulta un arxiu amb la imatge digital del producte a fabricar.
Enginyeria assistida per ordinador (CAE, Computer Aided Enginneering)
En el desenvolupament de projectes fa possible, no només dibuixar cada part, sinó fer-ne simulacions virtuals, triant diferents materials i fer-ne els càlculs de resistència corresponent. Així podem triar l'opció més adequada. Actualment en la creació de nous productes la possibilitat de fer prototips amb impressores 3D.
Fabricació assistida per ordinador (CAM, Computer Aided Manufacturing)
Les màquines CNC són controlades directament per sistemes informàtics. El CAD/CAM automatitza tot el procés des del disseny fins a la fabricació evitant altres intervencions. Dels programes CAM en resultarà un fitxer amb les instruccions de fabricació del producte per poder utilitzar a les màquines.
Control numèric amb ordinador (CNC, Computerized Numerical Control)
|
Les màquines CNC són controlades per un programa que realitza les operacions de construcció d'una peça. El sistema està basat en un petit ordinador que controla motors pas a pas, els quals controlen tot el moviment de les eines i els materials. |
Màquina Fresadora de CNC |

Robots industrials
|
Els robots industrials es fan servir en grans processos de fabricació, treballant sense parar les 24 hores del dia. Un exemple són els robots els que fabriquen les carrosseries dels vehicles, per exemple fent soldadures sense parar. En aquest cas, a més d'evitar de fer feines perilloses als operaris, fan les soldadures totes iguals i amb gran precisió. |
Braç robòtic industrial |

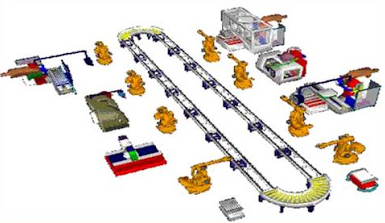
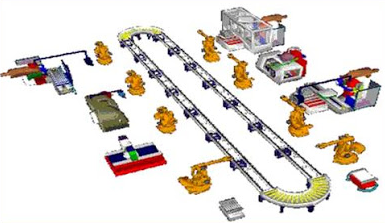
Cèl·lules de fabricació flexible
|
Consisteix en agrupar diferents màquines i robots en una unitat de producció, de forma que es fabrica el producte de forma totalment automatitzada, sense cap intervenció humana directa. Només canviant el programa a executar es poden produir diferents productes en una mateixa cèl·lula de fabricació. Les cèl·lules de fabricació flexibles consten de diversos elements com robots i diferents tipus de màquines CNC |
Cèl·lula de fabricació flexible |
Producció integrada per ordinador (CIM, Computer Integrated Manufacturing)
|
És el conjunt de tècniques electròniques i informàtiques connectades i interrelacionades en el procés de producció industrial que tenen com a objectiu millorar-ne la productivitat. El mètode CIM fa servir la integració de tots els sistemes automatitzats (CAD/CAM/CAE) per l'anàlisi, disseny, optimització i fabricació dels productes d'una empresa. Control supervisor i adquisició de dades (SCADA, Supervisory Control And Data Acquisition) Els sistemes SCADA són programes informàtics dissenyats per al control global de la producció que proporciona comunicació amb tots els dispositius. Fan el seguiment de les variables del procés en temps real, i permetent seguir i modificar el procés des de la sala de control. |
Sala de control d'una cèl·lula de fabricació flexible |
9. Seguretat i higiene en el treball
La Seguretat té per objectiu principal l’anàlisi de les condicions de treball per a la seva millora i prevenir possibles accidents. Per una altra banda l'objectiu de la Higiene és la prevenció de patologies professionals derivades de l’exposició a agents contaminants del tipus químic, físic (soroll, vibracions, ambient tèrmic, radiacions, etc.) i biològic, mitjançant la seva eliminació, reducció i control.
Les empreses han de tindre un pla de prevenció en el qual s'han d'avaluar el risc i buscar solucions per eliminar o minimitzar-lo. Per tal cosa s'ha de:
- Utilitzar proteccions col·lectives i individuals.
- Adequar els equips i mètodes de treball per reduir els efectes sobre la salut. En aquest apartat s'han d'incloure a més dels aparells i les instal·lacions:
- Estudis d'ergonomia. És a dir adequar el lloc de treball a les característiques, les limitacions i les necessitats dels treballadors.
- De riscs psicosocials. Contingut, carrega, ritme, participació, organització, relacions personals... del treball
- Instruir els treballadors sobre perills.
- Senyalitzar els possibles riscos.
De totes formes hem de diferenciar entre:
- Accident laboral que és qualsevol esdeveniment anormal no volgut que es presenta de manera inesperada i interromp la continuïtat normal de la feina, i que pot causar lesions a les persones i danys en les coses.
- Malaltia professional que és el resultat d’un deteriorament lent i progressiu de la salut. A vegades, els efectes tarden anys a sorgir, o fins i tot sorgeixen després d’haver cessat l’exposició a la condició perillosa com contaminants físics, químics o biològics.
I aquest poden estar causats per:
- Errades humanes causades per la distracció, la fatiga, l'estat anímic, ... del treballador.
- Errades tècniques per la perillositat de determinades operacions, màquines, sorolls, altes o baixes temperatures de treball, il·luminació inadequada,...